

一、安裝方法。深溝球軸承有兩種安裝方法,一是壓配合安裝,二是加熱配合安裝,詳細如下。
1、壓配合安裝。當軸承內圈與軸緊密配合,外圈與軸承座孔松散配合時,可以使用壓力機首先將軸承壓配合到軸上,然后將軸和軸承一起安裝到軸承座孔中。在此過程中,應將軟金屬材料(如銅或低碳鋼)放置在軸承內圈的端面上進行組裝,如果軸承的外圈與軸承座孔緊密配合,而內圈與軸配合松動,則可以先將軸承壓入軸承座孔。此時,裝配套筒的外徑應略小于座孔的外徑,如果軸承套圈與軸和座孔緊密配合,則內外圈應同時壓入軸和座孔中,裝配套筒應能同時壓縮軸承內圈和外圈的端面。
2、加熱配合安裝。這是一種通過加熱軸承或軸承箱,利用熱膨脹將緊密配合轉化為松散配合的安裝方法,常見且省力,適用于過盈量較大的軸承的安裝。熱裝前,將軸承或可分離軸承套圈放入油箱中,在80-100℃下均勻加熱,然后將其從油中取出,并盡快安裝在軸上,為防止內圈端面和軸肩冷卻后不能緊密配合,軸承冷卻后可以再次進行軸向擰緊。當軸承外圈與輕金屬軸承座緊密配合時,可以使用加熱軸承座的熱裝方法,以避免劃傷配合面,用油箱加熱軸承時,應在油箱底部一定距離處設置網格,或者,使用鉤子懸掛軸承,使其不能靠在油箱底部,這可以防止異物進入軸承或不均勻加熱,需要注意的是,油箱必須有溫度計,嚴格控制溫度不超過100度,防止回火效應(會降低套圈硬度)。
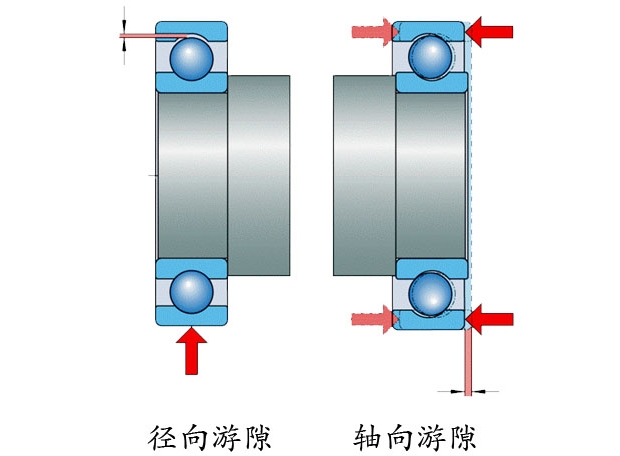
二、游隙。游隙是軸承的重要技術參數,直接影響軸承的載荷分布、振動、噪聲、摩擦、使用壽命和機械運動精度,軸承的徑向游隙分為原始游隙、安裝游隙和工作游隙,通常,軸承的原始徑向游隙大于其工作游隙。
嚴格來說,軸承的額定動載荷隨著其游隙的大小而變化,產品樣本中列出的額定載荷(C和C0)是工作游隙為零時的載荷值,過大的游隙會導致軸承內的承載面積減小,滾動接觸面應力增加,軸承運動精度降低,振動和噪音增加,軸承使用壽命縮短。如果游隙太小,會導致發熱和溫升,甚至在運行過程中導致“卡滯”,因此,根據軸承的類型和工作條件選擇不同等級的軸承游隙非常重要。

三、注意事項。在深溝球軸承的運行中,如果軸承載荷太小,可能會導致滾珠和滾道之間打滑,導致劃痕,這種趨勢在帶有重型滾珠和保持架的大型深溝球軸承中尤為明顯。此外,在許多情況下,軸承會發生生銹腐蝕,腐蝕的原因有很多,我們日常生活中最常見的原因如下。
一是由于密封性差,會被水分和污垢侵入,二是軸承長時間不使用,超過防銹期,缺乏維護,三是金屬表面粗糙度大,四是與腐蝕性化學介質接觸,軸承未徹底清潔,表面有污染物,或者,如果軸承在清潔后被出汗的手觸摸,沒有及時包裝或安裝,長時間暴露在空氣中,可能會導致水分侵入和空氣污染,五是環境溫度和濕度,以及暴露于各種環境介質,防銹劑已失效或不符合要求質量標準等。